As a raw material manufacturer with 15 years of experience in high-speed steel production, we deeply understand the critical impact of material performance on the lifespan and stability of punching tools. Leveraging our independently developed directional solidification and electroslag remelting process, we produce high-speed steel punch pins that offer exceptional wear resistance and thermal stability—delivering comprehensive performance that far surpasses similar products in the industry.

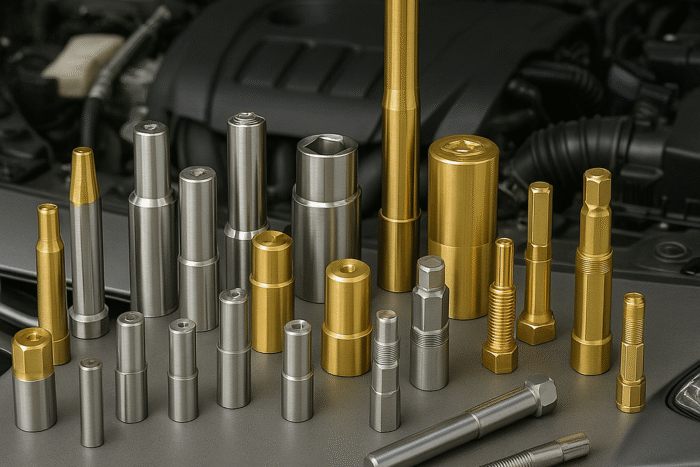
Our shaped punches are the choice for stamping non-standard hole shapes such as oval, square, star, spline, and other complicated hole shapes. They are widely used in industries including fastener manufacturing, automotive parts, and precision tooling.
Precision and quality supreme:Each punch is precisely machined with strict tolerance control to ensure consistent hole accuracy and shape stability during stamping, effectively reducing downtime caused by punch replacements.
Customer drawings or samples: We will quote you the best and exact price according to the customer’s detailed works, drawings, or samples. We can meet your special stamping needs for custom stampings!
High quality surface finish and coating: The punches are ground and coated with the latest coating technology, which decreases the friction, anti-wear, and long-term maintenance of dimensional tolerances.
Increased tool life, increased customer value: High quality High Alloy HSS makes these the most reliable punching products in the industry, even when ahead of the curve – no matter how tough the job is, these punches can take it, and help customers reduce overall cost and improve productivity.


Our round and stretching punch pins are specifically engineered for high-precision round hole punching and deep-drawing metal forming applications. They are widely used in industries such as fastener manufacturing, automotive components, and precision metal containers.
Produced with a single-process production method and free of multiple stress concentrations in the material errors. This greatly increases wear resistance and service life, suitable for automatic punching for long-term use.
With superior anti-deforming capacity under high-pressure drawing conditions, our punch pins are highly durable, maintaining its shape and prevents any fracture or distortion, and delivers similar quality product time after time.
Hot forging punch pins are designed to operate under the extreme temperature conditions that are typical of hot forging and high-pressure forming machines. We use special grades of high-speed steel, individually and exactly matched to the particular requirements of each field of application, to achieve better performance and longer service lives under thermal loads.
Red Hardness at Elevated Temperatures: We developed our own grade of high-speed steel, which offers superior red hardness, allowing the punch to hold its shape and strength at high temperatures, without softening or deforming. This provides a dimensionally stable product and consistent performance under long-duration, hot forging conditions.
Exceptional Resistance to Thermal Fatigue: Our punch pins have excellent thermal fatigue resistance achieved with our advanced metallurgy and heat treatment, significantly minimizing the occurrence of chipping, cracking, and surface damage over many heat cycles. This makes them perfect for high-volume forging operations.
Balance of Toughness and Strength: Well-balanced alloy and ultra-fine grain are employed to minimize premature breakage, edge break and catastrophic tool failure against severe load and thermal variations.


In the high precision field of forming and difficult thread structures, our rivet posted punch pins are the deepest performing and longest lasting in the industry.
High Precision Manufacturing: We recognize that rivet production requires tight tolerances and clean threads. Each punch pin is carefully machined with consistent thread geometry that delivers reliable, high-quality forming on even the highest speed production lines.
Engineered For Tough Applications: For those with high standards in quality and performance, our threaded punches are engineered to provide superior strength, accuracy, and consistency. Whether it be airplane fasteners, automobile rivets, or construction fasteners, we ensure the finished product meets your specifications and equivalent requirements.
Customization Ready:We offer full customization based on thread types, dimensions, and rivet specifications. If you require specialized threading, non-standard sizes, or unique surface treatments, we can tailor the solution to fit your production line perfectly.